
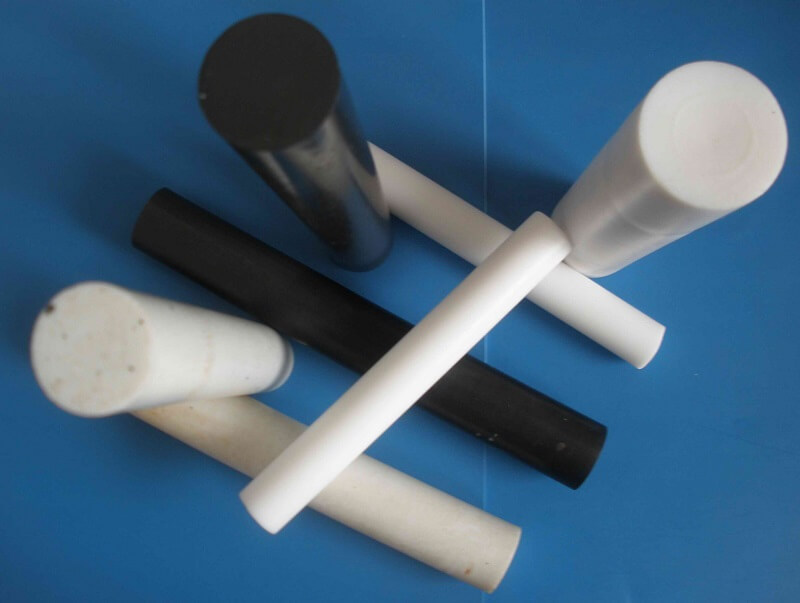
पीटीएफई रॉडमध्येच चांगली गंज प्रतिरोधक क्षमता, वृद्धत्व नसलेली, टिकाऊ आणि विश्वासार्ह सीलिंग कामगिरी आहे;विशेष उपचारानंतर, त्यात चांगला रांगडा प्रतिकार आणि शीत प्रवाह प्रतिरोध आहे.PTFE रॉड विस्तृत तापमान श्रेणीमध्ये असू शकते वापर, दीर्घकालीन सुरक्षितता,मऊ आणि कापण्यास सोपे, यांत्रिक किंवा मॅन्युअल कटिंगद्वारे, स्थापित करणे सोपे.पीटीएफई रॉड मटेरियल बनवण्याची प्रक्रिया प्रवाह खालीलप्रमाणे आहे:
दPTFE रॉडस्वतःमध्ये चांगली गंज प्रतिरोधक, वृद्धत्व नसलेली, टिकाऊ आणि विश्वसनीय सीलिंग कार्यक्षमता आहे;विशेष उपचारानंतर, त्यात चांगला रांगडा प्रतिकार आणि शीत प्रवाह प्रतिरोध आहे.PTFE रॉड विस्तृत तापमान श्रेणीमध्ये असू शकते वापरा, दीर्घकालीन सुरक्षितता, मऊ आणि कापण्यास सोपी, यांत्रिक किंवा मॅन्युअल कटिंगद्वारे, स्थापित करणे सोपे आहे.पीटीएफई रॉड मटेरियल बनवण्याची प्रक्रिया प्रवाह खालीलप्रमाणे आहे:
1. साचा तयार करणे: अल्कोहोलने स्वच्छ पुसून टाका, साच्यामध्ये कोणतेही गंज नाही आणि कोणतेही संलग्नक नाहीत.
2. कच्चा माल तयार करणे: शुद्ध F4 उत्पादने, F4 बारीक राळ, कुस्करलेले, चाळलेले.
3. G=PV या सूत्रानुसार वजन करा (जेथे G हे फीडचे प्रमाण आहे, P ही प्रीफॉर्मची घनता आहे (2.18g/cm3) आणि V ही उत्पादनाची मात्रा आहे).
4. डिमोल्डिंग आणि ट्रिमिंग: अर्ध-तयार झालेले उत्पादन साच्यातून बाहेर काढा, पृष्ठभाग गुळगुळीत आणि कडा व्यवस्थित करण्यासाठी त्याचा पृष्ठभाग ट्रिम करा.
5.प्रीफॉर्मिंग (प्रेसिंग): सूत्रानुसार प्रेसच्या गेज दाबाची गणना करा आणि प्रेसचा गेज दाब सेट करा.
6. फीडिंग: F4 राळ संपूर्ण दाबण्याच्या पृष्ठभागावर समान रीतीने वितरित करा.
7. सिंटरिंग: अर्ध-तयार झालेले उत्पादन हळूहळू सिंटरिंग भट्टीत ठेवा, ते योग्य प्रमाणात ठेवा आणि ते एका तासासाठी सुमारे 390 डिग्री पर्यंत गरम करा आणि नंतर एक तास उबदार ठेवा.सुमारे चार तासांनंतर, तापमान थंड होण्यास सुरवात होईल.सुमारे चार तासांनंतर, ते खोलीच्या तपमानावर पोहोचेल आणि तयार उत्पादनाकडे जाईल.ओव्हनच्या बाहेर, अंतिम आकार पूर्ण झाला आहे.
पोस्ट वेळ: ऑगस्ट-04-2020